新能源电池综合利用绿捷锂电池回收设备带电电池破碎线
绿捷锂电池回收处理设备带电电池破碎、负压控制及尾气处理的一体化解决方案,其技术系统设计充分结合新能源电池回收的安全性、环保性和高效性要求,核心设备及工艺具有显著的行业针对性新能源电池股票。以下从技术角度对系统构成及关键性能进行详细解析。
一、带电电池破碎线(带热解炉)技术特性
1. 核心设备及参数
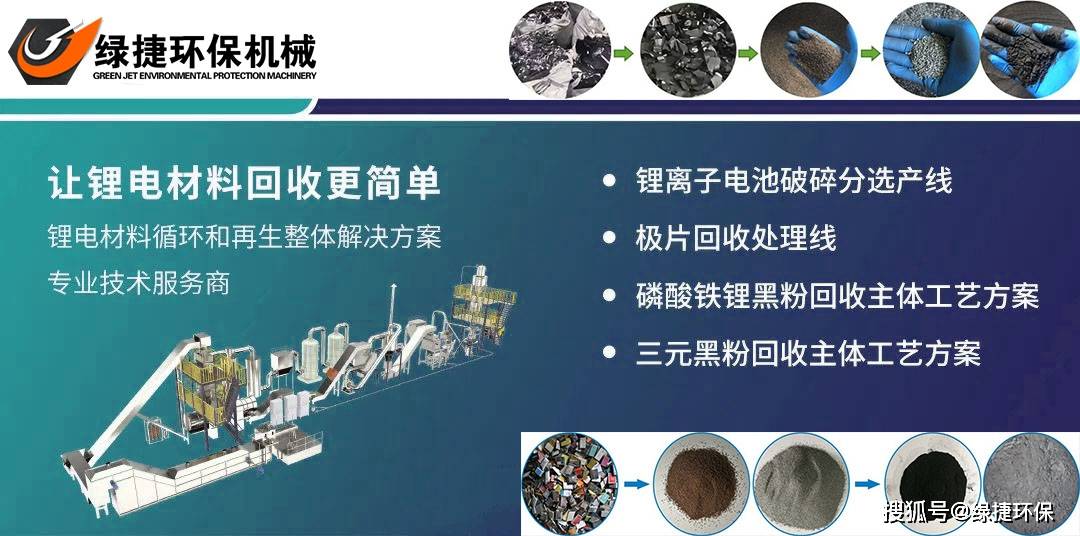
该系统以**无氧带电撕碎机(1500型)** 为核心新能源电池股票,配套热解烘干炉及辅助输送设备,形成从电池破碎到材料分离的完整流程:
无氧带电撕碎机:
撕碎切割宽度达1500mm,可覆盖市场最长单电芯,采用D2硬质合金刀头,使用寿命达2500吨/更换周期,确保高强度破碎需求新能源电池股票。
安全设计:配备氧气/氮气浓度实时在线检测、无焰泄爆阀及迷宫式氟胶密封结构,严格隔绝氧气,避免破碎过程中因火花引发的安全风险新能源电池股票。
破碎效果:90%电池物料呈单片松散状态,为后续热解炉分离黑粉创造有利条件,功率90KW,满足连续化生产需求新能源电池股票。

展开全文
热解烘干炉:
采用天然气+白油低焰模块燃烧器,炉内物料接触温度控制在550-600℃,通过高温促使电池极片上的黑粉快速脱落,同时充分燃烧电解液新能源电池股票。
智能温控:结合红外测温与PLC系统,实现风冷、水冷交替循环,精准控制炉温;配备高温摄像机实时监控炉内状态,支持根据电芯品牌、容量选择适配加工模式新能源电池股票。
安全冗余:集成可燃气体检测、激光火焰侦测及无焰泄爆阀,炉体采用耐热钢材质(直径Φ1250mm,长度13.5米),耐受长期高温运行新能源电池股票。

2. 工艺流程设计
1. 进料环节:通过带宽1米的全密封进料输送机(功率5.5KW)将带电电池送入撕碎机,输送状态与撕碎机联动,由PLC系统统一管控新能源电池股票。
2. 破碎-热解联动:撕碎后的物料经无氧氮气螺旋输送机(Φ219)封闭输送至热解炉,避免与空气接触;热解后的物料通过水冷螺旋输送(Φ325*4米)快速降温,防止二次反应新能源电池股票。
3. 分级处理:后续通过直线筛分机(4米)、六角滚筒筛(8米*2.2米)等设备实现黑粉与金属物料的初步分离,为后续分选奠定基础新能源电池股票。

二、设备负压系统技术特点
负压系统贯穿整个生产流程新能源电池股票,通过精准的气压控制实现粉尘收集与气体隔离,保障作业环境安全:
核心设备配置:
多套Φ650型负压气流输送设备,输送高度7米,最大全压2900pa,采用变频调节技术,可根据物料特性调整气流压力,避免铜铝箔片破碎导致的回收率下降新能源电池股票。
配套10.5KW功率的负压风机及密封式螺旋输送机,确保物料在封闭环境中输送,减少粉尘泄漏新能源电池股票。

系统优势:
全流程负压覆盖:从撕碎、热解到筛分环节均保持微负压状态,通过黑粉脉冲除尘器(420袋,风量23000立方)及铜铝脉冲除尘器(128袋,风量10000立方)高效收集粉尘,过滤面积达400㎡,粉尘排放浓度远低于行业标准新能源电池股票。
结构设计:筒体底部采用螺旋线下压焊接及电动关风机卸料阀,兼顾密封性与卸料效率,检修窗口设计便于日常维护新能源电池股票。
三、尾气收集处理系统(RTO废气高温焚烧)
针对电池破碎及热解过程中产生的挥发性有机物(VOCs)及酸性气体新能源电池股票,系统采用**三室蓄热式RTO(废气高温焚烧炉)** 为主的处理工艺,确保达标排放:

RTO核心性能:
燃烧室最高使用温度1100℃,通过废气交替蓄热实现热量回收,焚烧效率达99%以上,有效分解电解液挥发产生的有害成分新能源电池股票。
自动化控制:配备PLC系统及在线气体浓度监测,联动天然气燃烧机组、减压阀组及点火系统,确保稳定运行;设置应急风机及出口切换装置,应对突发状况新能源电池股票。
辅助净化单元:
急冷塔:将500℃高温废气快速降至150℃,采用多翼式吸热结构,避免二次生成有害物新能源电池股票。
喷淋塔(2080型):采用PPA化工板材质,过滤填料层>3立方,配合加药桶(600L)实现酸碱中和,去除酸性气体新能源电池股票。
活性炭吸附箱:填充碘值800的防水活性炭(载碳量2立方),进一步净化残留有机物,确保尾气排放符合《大气污染物综合排放标准》新能源电池股票。

四、系统集成与自动化控制
1. 中央控制系统:
采用国产昆仑PLC及正泰电器元件,现场设6台防腐电控制柜,支持远程联网监控(中央数据控制室),可实时调整设备参数、监控运行状态,紧急情况下可切换手动模式切断电源新能源电池股票。
安全联锁:功率>18.5KW的负载采用软启动系统,配备声光报警器及急停装置,关键设备间实现联动保护新能源电池股票。
2. 辅助系统配套:
制氮机:匹配产线需求,通过程序模块对接PLC系统,保障无氧破碎环节的氮气供应新能源电池股票。
螺杆空压机:变频控制,配套干燥气水分离机,为气动设备提供稳定气源新能源电池股票。


五、技术优势总结
1. 安全性:从无氧破碎、气体监测到RTO高温焚烧,全流程覆盖安全设计,杜绝火灾、爆炸及有害气体泄漏风险新能源电池股票。
2. 环保性:粉尘收集效率>99%,尾气经RTO+多级净化处理,各项指标优于国家标准,符合新能源产业绿色发展要求新能源电池股票。
3. 高效性:通过自动化控制及设备匹配设计,实现从带电电池到黑粉、金属材料的连续化处理,适配规模化回收需求新能源电池股票。
该系统的应用将有效推动退役新能源电池的资源化利用,为动力电池回收产业链提供关键设备支撑,兼具经济价值与环境效益新能源电池股票。






评论